

Fabricanţii de tehnologie SMT şi producătorii de circuite imprimate echipate au căzut de acord că cea mai sigură strategie de test a lipiturilor pe componentele SM (surface mount) este inspecţia cu raze X (AXI = Automated X-ray Inspection).
Această metodă minimizează confortabil posibilitatea apariţiei defectelor ascunse, insesizabile cu metodele tradiţionale de test
.
Lipitura ideală trebuie să confere două garanţii: conexiunea electrică şi rezistenţa mecanică.
Multiple preocupări au dat contur procedurilor şi îndrumarelor (ghidurilor) aplicabile în faza de proiectare a unei lipituri de calitate. Din păcate, oricâte îndrumare de lucru şi standarde industriale au apărut pe piaţă, numai o strategie nouă de test a putut să rezolve problema. Această strategie nouă înseamnă: verificarea integrităţii de structură a lipiturilor folosind analiza de imagine a straturilor învecinate care clădesc grosimea lipiturii.
Această analiză densă a fiecărui strat relevă toate zonele în care lipitura este defectuoasă sau confirmă integritatea întregii structuri. Pentru validarea acestei noi metode, comparativ cu cele anterioare, s-au făcut nenumărate studii şi încercări.
Un studiu al laboratoarelor AT&T Bell Telephone arată că:
• Inspecţia vizuală este subiectivă şi irelevantă, numai două inspecţii vizuale din patru fiind confirmate de testul AXI;
• Câmpurile în care apar defecte sunt profunde, examinările electrice sau mecanice nu sunt suficiente;
• Validarea unei lipituri se poate face în condiţii de izolare din context, adică analizând lipitura în sine, nu ansamblul substrat-componentă-lipitură, caz în care alocarea cauzelor defectului pe elementele constitutive nici nu se ia în considerare;
• Fiecare ansamblu electronic (căruia i se prescrie o durată de viaţă normată, respectiv o probabilitate de defectare acceptată) are propriile determinări ale nivelului de acceptanţă privind calitatea elementelor care intră în context, deci şi a calităţii lipiturii. Numai având o rată determinată a defectelor în lipituri se pot aprecia parametrii de fiabilitate ai ansamblului.
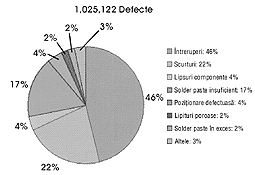
Pentru a determina calitatea solderabilităţii în general, a fost făcut un studiu deosebit de laborios. S-au colectat date despre 1.025.122 de defecte, mai multe luni, s-au făcut analize AXI pe 15 tipuri de circuite imprimate asamblate, de format şi densitate mari (fabricate în America şi Europa). Capitalul de piaţă al companiilor care au furnizat resursele studiului se ridică la 800 miliarde de dolari.
Analiza a fost sintetizată în figura 1.
Fiecare defect a fost inspectat vizual, IN-CIRCUIT(ICT) şi X-ray(AXI). Iată comentariile:
• De la început, inspecţia vizuală nu a putut fi făcută pe toate lipiturile, de exemplu pe componentele împachetate BGA (ball grid array); lipiturile fiind făcute dedesuptul corpului componentei inspecţia vizuală este improprie.
• Este foarte clar că lipituri imperfecte apar în proporţie destul de mare. Proporţia lipiturilor slabe este de 28 % din totalul defectelor (vezi figura 1).
• Testul IN-CIRCUIT constată defectele prin măsurători electrice ale circuitului imprimat echipat. Rezultatele indică prezenţa defectelor, dar din păcate poziţia şi natura lor rămân neelucidate. Din această cauză, analiza efectivă a defectelor nu se poate face; nu se pot trage concluzii de corecţie.
• În contrast şi prin excelenţă, AXI găseşte defectul chiar în punctul din lipitura în care este locat. AXI compară secvenţă cu secvenţă lipitura cu o structură standard cunoscută (acceptată) şi înregistrează diferenţele.
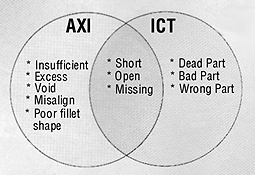
• Comparând registrul de defecte sesizate cu ICT, respectiv cu AXI s-a clădit diagrama din figura 2.
La o primă vedere, ambele metode determină
defectele tradiţionale: scurturi, întreruperi, lipsa componentelor. Din păcate, cum s-a vazut, 28% din defecte ţin de o altă categorie de defecte.
Inspecţia cu raze X este acoperitoare pentru toate defectele legate de lipitura în sine.Totodată, ea este complementară faţă de ICT (vezi figura 2): insuficienţa sau excesul de solder, porozitatea şi forma lipiturii, poziţia relativă dintre pad-uri şi terminalele componentei. Toate aceste defecte nu pot fi evidenţiate cu ICT.
Testul ICT depistează mai ales inconvenienţele legate de componente (componente cu valori greşite, componente invalide etc), adică acest test deserveşte filosofia de apreciere a fiabilităţii ansamblului substrat-componentă-lipitură.
Câteva exemple de defecte sesizabile prin AXI pot dovedi cel mai bine importanţa decisivă a metodei.
1 Insuficient solder în lipitură
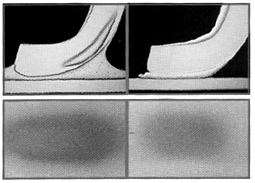
Cazul în studiu a fost o componentă fine-pitch cu 208 terminale. Imaginile reprezintă secţiunile transversale prin terminalul 3, respectiv terminalul 156.
Secţiunea prin terminalul 3 arată o lipitură corectă. (figura 3)
Sectiunea prin terminalul 156 arată o lipitură defectă.
Măsurarea relativă a grosimii lipiturii s-a făcut în trei zone: vârful terminalului, centrul şi baza terminalului.
2 Plutirea componentei pe stratul de solder
Exemplul este dat pe doi conectori de acelaşi tip; secţiunile sunt făcute pe terminalul 1 de la două componente diferite. Măsurătorile comparative ale înălţimii stratului de solder vizează vârful, centrul şi baza terminalului.
Pe primul conector lipitura este corectă.
Pe al doilea conector lipitura este defectă, solder-ul “s-a tras” sub terminal, “s-a ascuns” sub terminal formând o masă de alunecare. Meniscul normal al lipiturii la baza terminalului lipseşte. (figura 4)
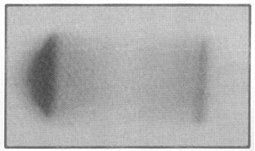
3 Insuficient solder în lipitură
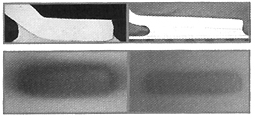
Cazul prezintă lipirea unei rezistenţe: lipitura corectă la un capăt, lipitura defectă la celălalt capăt.
După recristalizare, racordul de solder între pad şi capătul metalizat al componetei are o formă specifică indubitabilă, sesizabilă şi cu ochiul liber. În cazul dat, racordul din dreapta imaginii lipseşte. (figura 5)
Măsurătorile comparative ale cantităţii de solder din lipitură, ca şi ale înălţimii şi lăţimii lipiturii arată ca la capătul din dreapta, solder-ul a fost insuficient pentru a forma lipitura.
Concluzia
AXI (automated X-ray inspection) poate efectiv şi economicos să asigure determinarea calităţii şi fiabilităţii unei lipituri. În directă determinare afectează pozitiv volumul de fabricaţie, costul reparaţiilor, rata defectărilor. În acest moment investiţia în echipamente care asigură test AXI pare a fi deosebit de oportună.
În numărul viitor vom vorbi despre echipamentele care fac posibilă această strategie de test.
– va urma –
Ing. Liana Marta
ELECTROMAGNETICA S.A.
e-mail: lynam@elmg2.canad.ro