

 Ce este un șablon în trepte?
Ce este un șablon în trepte?
În contextul actual al electronicii, componentele SMD devin din ce în ce mai mici, dimensiunile lor putând ajunge până la 0402, 0201 și chiar 01005. Mai mult decât atât, pasul dintre pinii unui IC (circuit integrat) normal este micșorat până la 0,5 – 0,4 mm, sau chiar 0,3 mm.
O mare provocare pentru fiecare inginer SMT este cum să sudeze aceste piese electronice de dimensiuni mici pe plăcile electronice fără niciun scurtcircuit. În plus, este mai dificil de lipit câteva piese mai mari împreuna cu multe piese mici pe un PCB decât să se lipească doar componente mici.
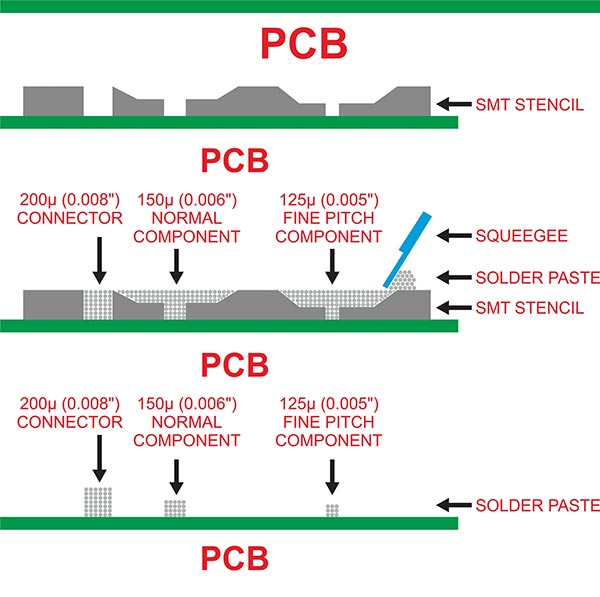
Grosimea șablonului și suprafața unei aperturi determină volumul de pastă de lipit pe care șablonul îl depune pe PCB. Volumul pastei de lipit este extrem de important pentru lipirea corectă a unei componente. Dacă volumul este scăzut, lipirea componentei poate fi inadecvată. Dacă volumul este mare, excesul de lipire poate provoca un scurtcircuit între pini. Chiar și atunci când șablonul are o grosime și o deschidere optimă, este posibil să nu fie adecvat pentru o placă cu un amestec de componente SMT cu amprente diferite.
În general, pentru a asigura lipirea pinilor piesei pe un PCB, cantitatea necesară de pastă de lipit depinde de dimensiunea fiecărei componente. Eficiența transferului pastei de lipit trebuie controlată cu precizie pentru a evita problemele de scurtcircuit între pini. De exemplu, un conector sau o parte a sursei de alimentare necesită mai mult volum de pastă pentru a preveni separarea pieselor din cauza inserării și extracției frecvente. Unele piese mici, totuși, sunt în general proiectate în jurul sau lângă acest tip de piese mai mari pentru a evita descărcarea electrostatică, supratensiunea sau alte probleme. Prin urmare, alegerea șabloanelor cu grosimea și deschiderea corespunzătoare devine o problemă majoră.
Pentru a face față lipirii pieselor de diferite dimensiuni și pentru a asigura o calitate excelentă a lipirii, este nevoie de diferite grosimi pe același șablon pentru a controla cu precizie volumul pastei de lipit. Prin urmare, un tip de șablon specific, așa-numitul șablon step-up și step-down, este dezvoltat în acest scop. Acest tip de șablon crește sau descrește volumul pastei de lipit prin creșterea sau coborârea grosimii șablonului. Mai mult decât atât, un șablon de tip step-up poate acoperi problema coplanarității pinilor componentelor, iar un șablon step-down poate rezolva în mod eficient problema de scurtcircuit pentru componentele cu pas foarte mic.
 Tipuri de șabloane în trepte
Tipuri de șabloane în trepte
- Șablon Step-up
 PCB-urile cu multe componente mici și câteva componente SMT mari folosesc șabloane step-up. Șablonul de bază este o tablă de oțel inoxidabil cu grosimea de 0,1 mm, grosimea crescând la 0,15 mm pentru componentele SMT mari. Grosimea mai mare formează un strat convex pe foaia de bază și rămâne plată pe partea îndreptată către PCB.
PCB-urile cu multe componente mici și câteva componente SMT mari folosesc șabloane step-up. Șablonul de bază este o tablă de oțel inoxidabil cu grosimea de 0,1 mm, grosimea crescând la 0,15 mm pentru componentele SMT mari. Grosimea mai mare formează un strat convex pe foaia de bază și rămâne plată pe partea îndreptată către PCB.
- Șablon Step-down
PCB-urile cu multe componente mari și câteva componente SMT mici folosesc șabloane step-down. Șablonul de bază este o tablă de oțel inoxidabil cu grosimea de 0,15 mm, iar grosimea se reduce la 0,1 mm pentru componentele mici SMT. Grosimea inferioară formează un strat concav pe foaia de bază și rămâne plată pe partea îndreptată către PCB.
 Un șablon step-down ar trebui să fie mai ușor de fabricat decât unul step-up. Dacă există cerința de a crește doar volumul pastei de lipit, se recomandă să măriți mai întâi dimensiunea deschiderii șablonului pentru a economisi costul.
Un șablon step-down ar trebui să fie mai ușor de fabricat decât unul step-up. Dacă există cerința de a crește doar volumul pastei de lipit, se recomandă să măriți mai întâi dimensiunea deschiderii șablonului pentru a economisi costul.
- Șablon cu trepte multiple
Este un șablon parțial Step-up și parțial Step-down, sau șablon cu trepte multiple pe aceeași parte pentru o precizie maximă a cantității de pastă în funcție de mărimea componentelor.
BENEFICIILE ȘABLONULUI ÎN TREPTE
Unele dintre beneficiile utilizării șabloanelor în trepte includ:
- Control optim al volumului pastei de lipit
- Eliminarea proceselor succesive de imprimare
- Înlocuiește mai multe șabloane individuale
- Poate rezolva problemele de etanșare, scurtcircuit de lipire și pete de pastă
- Posibilitate de step-up pe partea racletei și step-down pe partea de PCB al aceluiași șablon
Tehnologii de fabricație a șabloanelor în trepte
 Electroforming
Electroforming
Nichelul este materialul principal pentru procesul de electroformare
Procesul de lucru:
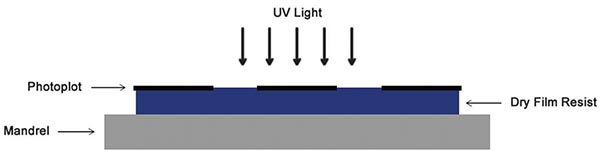
Pe un substrat de cupru este aplicată o peliculă fotorezistentă cu o imagine negativă a designului deschiderii. După dezvoltarea prin expunere la lumină, se creează o imagine negativă pe substrat care acoperă numai locațiile deschiderilor șablonului. Se formează un proces de depunere cu nichel, într-o baie electrolitică, până se ajunge la grosimea necesară în jurul zonelor de rezistență. Pelicula fotorezistentă rămasă este îndepărtată din deschideri și folia este separată de substrat.
Avantaje: pereții laterali netezi ai deschiderilor și duritatea mai mare a nichelului în comparație cu oțelul inoxidabil, ceea ce duce la o durată mai lungă de valabilitate a șablonului.
Dezavantaje: costurile mari
Tehnologia de gravare foto-chimică
Procesul de lucru:
Pe baza fișierului de date al PCB-ului se produce un film fotografic cu imaginea șablonului. Imaginea este expusă apoi pe un strat fotorezistent aplicat pe șablonul de oțel. Stratul fotorezistent se dizolvă în zonele expuse, apoi șablonul trece printr-o baie chimică controlată, care corodează oțelul până la grosimea dorită. Apoi, șablonul se curăță în întregime de stratul fotorezistent rămas, rezultând produsul final care ulterior se decupează cu laserul.
Dezavantaje: prea multe procese de producție, multe erori cumulate, scumpă, consumatoare de timp, suprafață rugoasă a oțelului în urma eroziunii, nu este ecologică, devine rapid învechită, grosimea limitată a șablonului
Tehnologia de micro-frezare
Procesul de lucru:
Foaia de oțel este atașată la o placă cu vacuum răcită. Mașina de frezat îndepărtează cantități foarte mici de material până când se obține grosimea dorită în zonele dorite. Foaia de oțel în trepte este montată pe cadru, iar deschiderile sunt tăiate cu laser.
Avantaje: acuratețea înălțimii treptelor și toleranțele scăzute ale procesului de tăiere cu laser.
Tehnologia de sudare cu laser
Procesul de lucru:
Zonele unde vor fi treptele sunt tăiate din șablon. Treptele cu grosimea necesară sunt tăiate dintr-o altă foaie de exact aceeași dimensiune. Treptele obținute din noua foaie sunt plasate în zonele decupate și sunt sudate împreună cu șablonul. Mărimea sudurii este de aproximativ 200 µm, iar marginile sunt rotunjite automat datorită procesului de sudare. Aperturile sunt apoi tăiate cu laser.
Avantaje: precizie mare a producției, deschiderea trapezoidală este favorabilă depunerii de pastă, zonele de trepte ale șabloanelor folosite sunt înlocuibile și se economisesc costurile pentru un nou șablon, sunt posibile zone de coborâre sau de creștere pe ambele părți ale șablonului în același timp.
Dezavantaje: este dificil să se efectueze operația de aliniere a coordonatelor, rezultând astfel un timp mai îndelungat de pro ducție; în cazul în care sunt mai multe su – prafețe mici și alăturate de sudat, în acea zonă foaia de inox prezintă un risc de curba-re datorită energiei termice acumulate.

NDS oferă șabloane în trepte realizate prin micro-frezare sau gravare foto-chimică.
Limitări si reguli generale pentru șabloane în trepte
 Este recomandat ca diferența de grosime a șablonului să nu depășească 0,05 mm. Înseamnă că grosimea șablonului step-up nu trebuie să fie mai mare de 0,2 mm dacă grosimea șablonului original este de 0,15 mm. În mod similar, grosimea șablonului step-down nu trebuie să fie mai mică de 0,1 mm. Deși grosimea șablonului poate fi ajustată în funcție de cerințe, o diferență mai mare de grosime a șablonului poate provoca probleme în controlul volumului pastei de lipit. Deoarece înălțimea lamei racletei nu este ușor de reglat în funcție de grosimea șablonului în timpul tipăririi, diferența mai mare de grosime a șablonului poate cauza o presiune prea mare sau prea mică a lamei racletei, ducând la problema volumului de pastă de lipit excesiv sau inadecvat și la probleme de distorsiune.
Este recomandat ca diferența de grosime a șablonului să nu depășească 0,05 mm. Înseamnă că grosimea șablonului step-up nu trebuie să fie mai mare de 0,2 mm dacă grosimea șablonului original este de 0,15 mm. În mod similar, grosimea șablonului step-down nu trebuie să fie mai mică de 0,1 mm. Deși grosimea șablonului poate fi ajustată în funcție de cerințe, o diferență mai mare de grosime a șablonului poate provoca probleme în controlul volumului pastei de lipit. Deoarece înălțimea lamei racletei nu este ușor de reglat în funcție de grosimea șablonului în timpul tipăririi, diferența mai mare de grosime a șablonului poate cauza o presiune prea mare sau prea mică a lamei racletei, ducând la problema volumului de pastă de lipit excesiv sau inadecvat și la probleme de distorsiune.- În marginile step-up/step-down pe un șablon, trebuie rezervat un spațiu de cel puțin 3-5 mm pentru a monta alte piese mici care necesită un volum mai mic de pastă de lipit, sau piese mari care necesită mai mult volum de pastă de lipit. Deoarece lama racletei s-ar putea să nu se potrivească cu variația în timp a grosimii șablonului, pasta de lipit este posibil să nu fie imprimată bine în deschidere. Prin urmare, spațiul de margine este proiectat pentru a evita problema volumului insuficient de pastă de lipit.
- Distanța minimă între marginea treptei și o apertură nu trebuie să fie mai mică de 0.62 mm.
- Atunci când utilizați tipul de șabloane step-up/step-down, viteza lamei racletei ar trebui să fie mai mică pentru a asigura o eficiență bună de transfer a pastei de lipit. De asemenea, presiunea și unghiul racletei trebuie ajustate în concordanță.
Autor: Călin Laza| Production Manager | calin.laza@nds-service.com
![]()
NET DIGITAL SERVICE SRL
Parc Industrial Borş, nr.2/D, Borş 417075, jud. Bihor, România
Tel: 0359-192819
E-mail: office@nds-service.com; stencil@stv-group.com
Web: http://www.nds-service.com