

Prin intermediul soluţiilor inovatoare de detecţie şi sesizare, COMPEC asigură suportul pentru proiectanţii şi producătorii de maşini-unelte în a introduce pe piaţă utilaje mai eficiente, mai sigure în utilizare, mai rapide şi mai fiabile. Folosind sistemele de securitate industrială de la COMPEC puteţi asigura securitatea utilajelor conform standardelor europene în vigoare. De asemenea, alegerea unor senzori optimi vă permite abordarea producţiei eficiente cu sisteme automate inteligente. Aici COMPEC vă poate asigura suportul în dezvoltarea de soluţii tehnologice superioare.
În articolul trecut am prezentat zona de presaj automat, zona de utilaje de îndoire tablă precum şi zona cu celula de îndoiri automatizate şi toate aplicaţiile adiacente acestor zone de producţie.
Zona 7 – zona de presaj final
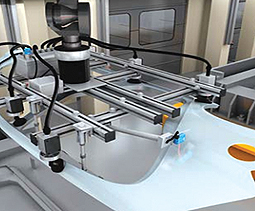
Aplicaţia 1: Detecţia componentelor la un robot industrial
Senzorul fotoelectric WT12L-2 verifică prezenţa unei componente pe braţul automatizat al unui robot, fiind astfel elementul de detecţie a preluării piesei de pe masa presei, după ce piesa respectivă a fost prelucrată.
Această funcţie de recunoaştere a prezenţei pieselor prelucrate contribuie la prevenirea defectării presei.
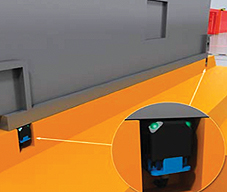
Aplicaţia 2: Detecţia prezenţei matriţei
În momentul operării unei prese pentru a prelucra o anumită piesă, berbecul presei coboară, pe el fiind fixată matriţa. În momentul în care matriţa ajunge în poziţia de fixare, se pune problema detectării acestei poziţii, pentru a se porni sistemul de blocare mecanică automată. Detecţia poziţiei se face prin intermediul unui senzor inductiv cubic IQ40, senzor ce oferă distanţe mari de detecţie a obiectelor metalice, distanţe ce pot ajunge şi până la 6cm. Este în acest fel asigurată operarea securizată a presei, eliminându-se distrugerea mesei acesteia.

Aplicaţia 3: Poziţionarea căruţului de alimentare cu materie primă
Un stivuitor automatizat transportă foliile metalice ce constituie materie primă pentru zona de presaj final. Procesul de aliniere cu masa presei este ajutat de un senzor de distanţă DL100 Hi, senzor ce asigură suportul pentru un proces cu dinamică ridicată, poziţionarea trebuind să fie realizată foarte precis.
Prin intermediul ieşirii analogice, senzorul de distanţă oferă informaţie precisă în ceea ce priveşte distanţa dintre corpul presei şi stivuitorul mobil.
De asemenea, de ajutor este şi afişajul încorporat al senzorului de distanţă ce permite poziţionarea exactă a reperelor în etapa de configurare a sistemului de poziţionare.
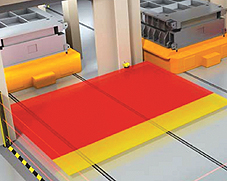
Aplicaţia 4: Protecţia la acces
Sistemul de bariere optice de securitate M4000 folosesc un sistem de oglinzi reflectorizante pentru a crea un perimetru securizat ce este destinat preluării şi schimbării automate a matriţelor folosite la presajul final. Întreruperea a cel puţin unei raze de protecţie conduce la oprirea mişcării periculoase a presei. Scannerul laser de securitate S3000 protejează la acces în zona aferentă spaţiilor dintre ariile de alimentare cu matriţe. Dacă o persoană se află în această zonă, sistemul nu permite alimentarea cu matriţe şi în consecinţă nu este permisă nici operarea presei.

Aplicaţia 5: Monitorizarea poziţiei securizate
Un senzor electromecanic de securitate monitorizează mişcările masei presei pentru a sesiza dacă acestea ajung în zona porţilor de alimentare cu matriţe. Dacă este apăsat comutatorul de securitate de către masa presei, se activează imediat câmpurile de protecţie şi de avertizare ale scannerelor de securitate S3000 Advanced, nepermiţându-se astfel accesul neautorizat în zone periculoase din punctul de vedere al unor posibile şi probabile accidentări.
Zona 8 – utilaje de îndoire a ţevilor şi tubulaturilor

Aplicaţia 1: Detecţia fiabilă a ţevilor
Ţevile au ştanţat pe ele un cod 2D cu scopul îmbunătăţirii trasabilităţii acestora. Avantajul ştanţării codurilor 2D (direct part marking) este că acestea nu se deteriorează şi nu devin necitibile în paşii ulteriori procesului de producţie. Cititorul de coduri 2D pe bază imagistică Lector 620 cu lumină tip cupolă difuză citeşte în mod fiabil codul 2D, chiar dacă acesta este ştanţat pe suprafeţe curbe sau reflexive.

Aplicaţia 2: Protecţie dinamică a unei zone periculoase
Mişcarea capului de îndoire precum şi capătul liber al ţevii ce trebuie prelucrată reprezintă posibile riscuri de accidentare în proximitatea utilajului de îndoire. Aceste zone sunt protejate prin intermediul unor scannere laser de securitate S3000 Advanced. Pe aceste scannere S3000 sunt configurate câmpuri de protecţie şi câmpuri de avertizare ce sunt activate în funcţie de mişcarea periculoasă iniţiată. Pe părţile laterale ale utilajului, scannerele laser de securitate S300 oferă protecţie pentru ca partea îndoită să nu accidenteze personalul operator pe durata operaţiilor de prelucrare.

Aplicaţia 3: Reţea de scannere de securitate
Semnalele provenite de la scannere laser de securitate pot fi controlate prin intermediul unui controller dedicat de securitate din seria FlexiSoft, sau, în cazul în care sunt cel puţin două scannere folosite, prin intermediul unei conexiuni host/guest. Toate scannerele pot fi conectate la CPU, câmpurile de protecţie putând fi activate imediat prin intermediul interfeţei EFI (enhanced function interface).

Aplicaţia 4: Monitorizare securizată a sistemului de acţionare electrică
Mişcarea capului de îndoire a utilajului precum şi alimentarea cu ţeavă pentru a fi îndoită sunt puncte periculoase caracteristice procesului tehnologic de prelucrare a ţevilor.
La maşinile de îndoire acţionate electric, controllerul de monitorizare a sistemului electric de acţionare FX3-MOC detectează oprirea mişcării periculoase (în cazul nostru mişcarea capului de îndoire) şi astfel monitorizează sistemul electric în tandem desigur cu un controller de securitate Flexi Soft.

Aplicaţia 5: Monitorizarea securizată a capacelor de protecţie
Capacul de protecţie dispus în zona cu alimentare cu ţevi şi tubulatură destinate îndoirii este monitorizat prin intermediul unui senzor magnetic non-contact de securitate RE1. Mulţumită distanţei mari de detecţie între senzor şi actuatorul magnetic (ambele codate) se permite existenţa unor toleranţe mari la mişcarea capacului de protecţie şi a offsetului mecanic al acestuia.
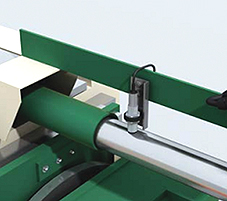
Aplicaţia 6: Detecţie non-contact cu senzor inductiv
Senzorul inductiv de proximitate IME12 semnalizează momentul în care ţeava este corect aliniată în vederea pornirii procesului de îndoire.
Senzorul execută detecţia fără contact, în consecinţă nu se pune problema uzurii mecanice.
Autor:
Mihai Priboianu
Aurocon COMPEC SRL
Distribuitor autorizat SICK: AUROCON COMPEC srl
www.compec.ro