

Optimizarea proceselor specifice maşinilor-unelte reprezintă o sarcină actuală şi care trebuie implementată continuu. Competiţia globală şi presiunea pe preţuri sunt condiţii inerente ale pieţei actuale. Din acest motiv, fiecare detaliu este crucial. Senzorii SICK oferiţi de către Aurocon COMPEC vă ajută să exploataţi eficient utilajele dvs. până la cel mai mic detaliu. Ca şi dezvoltator şi producător mondial independent de soluţii senzoristice, SICK a adus o contribuţie semnificativă la optimizarea proceselor industriilor ce folosesc maşinile-unelte. La scară mai mare sau mai mică, soluţiile SICK contribuie permanent la desfăşurarea mai sigură, mai rapidă şi mai transparentă a proceselor de producţie. Pericolele de accidentare şi sursele de erori sunt sistematic eliminate, paşii individuali ai proceselor de producţie fiind astfel acceleraţi. Astfel, cu ajutorul Aurocon COMPEC, puteţi beneficia de soluţii pentru toate fazele proceselor dvs. de producţie.
Manipularea şi stocarea tamburilor

1a. Poziţia orizontală a troliului unei macarale este determinată cu ajutorul unui senzor de distanţă DME5000 (axa x) şi a unui encoder absolut multitură (axa y). Senzorul inductiv de securitate IN4000 semnalizează când troliul ajunge în poziţia maximă permisă, protejând operatorul.
1b. Stivuitorul este protejat pe ambele direcţii de rulare folosind scannere laser de securitate S3000 care îşi modifică dinamic câmpurile de protecţie. Poziţionarea pe axa x este realizată cu senzorul de distanţă DME5000 iar pe axa y cu ajutorul unui senzor DMP. ISD300 este senzorul care transmite datele prin infraroşu către controller.
1c. Un sistem muting format dintr-o pereche de bariere optice M4000, un controller UE403 şi 4 senzori de muting DS40, protejează la acces neautorizat şi în acelaşi timp permite trecerea rolei de pe conveior fără a opri întregul utilaj. Porţile de accces sunt protejate cu senzorii de securitate T4000, iar căruciorul cu mişcare lentă este protejat în ambele direcţii de mişcare prin intermediul scannerului laser de securitate S300.
1d. Senzorul de distanţă DS60 semnalizează dacă un raft este ocupat.
Poziţionarea exactă a stivuitorului este realizată de senzorul DMP2.
1e. Comutatorul de securitate i1001 blochează poarta de acces. Pentru a permite accesul, cheia comutatorului trebuie răsucită şi scoasă, i1001 transmiţând un semnal de oprire a mişcărilor periculoase.
Procesarea foliilor metalice
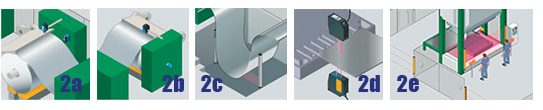
2a. Senzorul de distanţă DS60 semnalizează prezenţa tamburului de folie metalică.
2b. Senzorul de distanţă DMT5 măsoară continuu diametrul tamburului pe întregul proces de derulare a acestuia.
Encoderul incremental DGS60 contribuie la determinarea vitezei de rulare a tamburului în vederea reglării vitezei pentru a schimba tamburul.
2c. Barierele optice de automatizare MLG1 detectează continuu încovoierea foliei metalice pentru controlul buclei.
2d. Doi senzori de distanţă ODMax determină grosimea exactă a foliei metalice şi detectează variaţiile de grosime precum şi prezenţa a două folii suprapuse. Controllerul dedicat calculează grosimea prin diferenţiere.
2e. Punctul periculos al unei prese este protejat cu ajutorul unor cortine optice C4000.
Interiorul presei este protejat cu ajutorul unui scanner laser S3000 ce acţionează precum un sistem antiprizonier, fiind o măsură secundară de protecţie.
Maşini de debitare cu laser
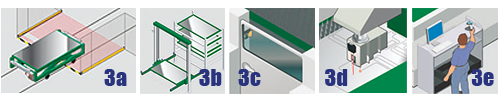
3a. Poarta de acces la maşina de debitat este protejată cu cortine optice C4000 Palletizer astfel încât căruciorul să poată intra nestingherit în timp ce pătrunderea unei persoane conduce la oprirea mişcării periculoase.
3b. Doi senzori fotoelectrici WT12-3 semnalizează prezenţa cadrurilor de transport al foliilor metalice. Doi senzori cu rază continuă WS/WE12-2 monitorizează poziţia cadrului pe înălţime.
Encoderul liniar cu fir retractabil BTF13 semnalizează înălţimea absolută a materialului de procesat. Poziţia maximă şi respectiv minimă a materialului feros este determinată de către doi senzori inductivi IM18.
3c. Comutatorul de securitate i16S blochează poarta de acces la maşina de debitare cu laser. Dacă se deschide poarta, senzorul trimite un semnal de oprire către controller.
3d. La foliile metalice cu defecte geometrice pot apărea încălziri şi stresuri mecanice. Pentru a asigura că aceşti factori nu afectează procesul de debitare, distanţa dintre foaia metalică şi capul de tăiere este continuu ajustată prin intermediul unui senzor OD Max şi a amplificatorului AOD.
3e. Cu ajutorul unui cititor portabil de coduri de bare IT5770 este citit codul de bare de pe fiecare folie metalică. Datele sunt transferate fără fir la staţia ST2070 care comunică cu computerul maşinii de debitat, aceasta fiind configurată automat în funcţie de specificul foliei metalice (dimensiuni, gabarit etc.)
Roboţi de sudură şi de asamblare

4a. Doi senzori fotoelectrici WT9-2 şi patru senzori inductivi IM12 controlează dispozitivul de prindere/apucare al unui robot pentru ridicarea unei piese metalice. Senzorii magnetici pentru cilindrii pneumatici MZT1 detectează poziţia pistoanelor clindrilor pneumtici pentru a închide sau deschide dispozitivul de apucare.
4b. Limitele zonei de lucru a robotului sunt monitorizate prin intermediul senzorului inductiv de securitate IN4000.
4c. Accesul la o zonă de rafturi situată în faţa celulei robotizate este protejată cu ajutorul unor cortine optice C4000. Dacă un raft este înlocuit sau o persoană se află în zona periculoasă, C4000 dă semnal de oprire a robotului. Pentru a asigura funcţionarea robotului când acesta se află într-o zonă diferită de cea a rafturilor, s-a optat pentru o soluţie secundară de securitate cu bariere optice M4000.
4d. Protejarea la punct periculos şi la zonă periculoasă din faţa unei platforme rotative este realizată prin intermediul unor cortine optice C4000. Ca măsură de protecţie adiţională s-a optat pentru montarea în cascadă a unor cortine optice orizontale, pentru a preveni pornirea platformei rotative când o persoană se află între cortinele montate vertical şi zona periculoasă.
4e. Pe platforma rotativă sunt sudate diferite componente metalice între ele. Senzorii inductivi IM18, seria INOX, confirmă prezenţa acestor componente.
O serie de senzori laser fotoelectrici WT12L-2 confirmă prezenţa ştrapurilor metalice ce urmează a fi sudate de către robot.
Vehicule autoghidate
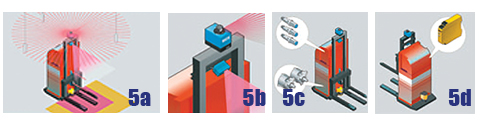
5a. Vehiculul autoghidat este protejat la coliziunea cu persoane, alte vehicule sau obiecte folosind un scanner laser de securitate S3000 Professional şi un S300 pe ambele direcţii de rulare.
Cu ajutorul unui encoder incremental DKS40, S3000 are disponibilă informaţia legată de viteza vehiculului. Câmpurile de protecţie/ avertizare ale scannerelor S3000 şi S300 sunt configurate să se modifice dinamic, în funcţie de viteza vehiculului. Senzorul de distanţă DT60 măsoară distanţa dintre vehicul şi materialul ce trebuie ridicat. Odată ce obiectul este preluat de vehicul pe furci, senzorul DT60 dă semnal OK pentru ridicare.
5b. Rularea unui vehicul autoghidat este realizată prin sistemul de poziţionare laser NAV200. Principiul de operare al acestui echipament este similar cu cel al unui radar optic. Cu opţiunea de vizualizare la 360°, sistemul detectează marcajele reflectorizante din zona de lucru, evaluează precis distanţa până la acestea şi trimite informaţiile despre poziţia vehiculului către un computer.
Cititorul de coduri de bare CLV440 cu ajustare dinamică a focalizării citeşte codul de bare de pe obiectul ce este preluat de vehicul şi furnizează datele unui computer central. Acest computer indică vehiculului autoghidat noua locaţie de stocare şi implicit şi noua rută.
5c. Un senzor fotoelectric WT18-3 semnalizează prezenţa obiectului ce este preluat de vehicul. Doi senzori inductivi IM18 semnalizează poziţia superioară şi respectiv inferioară a obiectului. În poziţia superioară, doar când scannerul de securitate S3000 are vizibilitate cu câmpul de protecţie, vehiculul autoghidat poate porni pe ruta sa pentru a transporta obiectul la destinaţie.
5d. Controllerul de securitate UE asigură interacţiunea dintre componentele de securitate utilizate precum S3000, S300 şi butoanele de oprire de urgenţă.
Prese
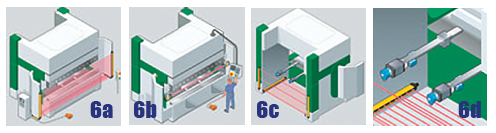
6a. Punctul periculos al unei prese hidraulice este protejat folosind două cortine optice C4000 (configuraţie host/ guest) în conjuncţie cu controllerul de securitate UE470. Toate semnalele de control precum TDC (Top Dead Centre), BDC (Bottom Dead Centre) precum şi măsurarea timpului de oprire şi de blanking sunt evaluate de către controllerul UE470. 6b. Sistemul de securitate V4000 protejează la punct periculos la o presă. Transmiţătorul şi receptorul sunt montate în zona superioară a presei şi generează o undă de protecţie exact sub zona de contact. Lateral, protecţia este asigurată de două uşi de acces monitorizate de comutatoarele magnetice de securitate RE3000. 6c. Protecţia la acces în spatele presei este asigurată prin intermediul unor bariere optice M2000 montate vertical şi prin intermediul unor cortine optice C2000 montate orizontal. 6d. Un senzor inductiv IQ10 limitează fiecare din poziţiile de oprire ale celor două mecanisme de oprire din spatele presei. Poziţiile de zero sunt determinate de un al doilea senzor inductiv IQ10 în tandem cu encoderele incrementale DGS60.
Distribuitor autorizat SICK:
AUROCON COMPEC srl
www.compec.ro