

Deși finisajul OSP (Organic Solderability Preservative) posedă câteva proprietăți foarte interesante, este văzut de mulți ca o soluție ieftină pentru electronice cu costuri reduse. Principalul motiv pentru aceasta este că solubilitatea stratului OSP se degradează destul de repede după un proces de reflow fără plumb. Acest lucru poate duce la probleme privind umectarea în găuri la lipirea în val și selectivă. Acest studiu de caz se concentrează pe găsirea limitelor unui strat de OSP în termeni de umectare prin gaură într-un proces de lipire selectivă cu două aliaje diferite fără plumb, un aliaj standard SnCu și noul aliaj cu punct de topire îmbunătățit LMPA™-Q.
 Densitatea tot mai mare a pieselor de pe plăcile PCB și trecerea la aliaje fără plumb au jucat un rol major în evoluția și alegerea finisajelor plăcii PCB.
Densitatea tot mai mare a pieselor de pe plăcile PCB și trecerea la aliaje fără plumb au jucat un rol major în evoluția și alegerea finisajelor plăcii PCB.
Alegerea corectă a finisajului PCB presupune, de obicei, evaluarea avantajelor și a dezavantajelor inerente fiecărui finisaj și în majoritatea cazurilor depinde de aplicație și de cerințe. Aceste cerințe pot fi, de exemplu: rezistența mecanică a îmbinării de lipit, planaritatea finisajului, poluarea băii de lipit, timpul de depozitare, degradarea finisajului după reflow și, nu în ultimul rând, costul.
În ciuda limitărilor sale în planaritate, finisajul HAL a reușit să mențină o acceptare destul de largă pe majoritatea piețelor. De asemenea, NiAu s-a stabilit ca un finisaj fiabil, deși poluarea Au în baia de lipit sau în lipitură ar putea fi îngrijorătoare pentru unii. Deși finisajul I-Sn pare să fie mai popular în Europa, I-Ag pare să aibă preferință în America. Finisajul cu OSP este folosit destul de mult în Asia, dar are o acceptare mai redusă în restul lumii.
 Testarea
Testarea
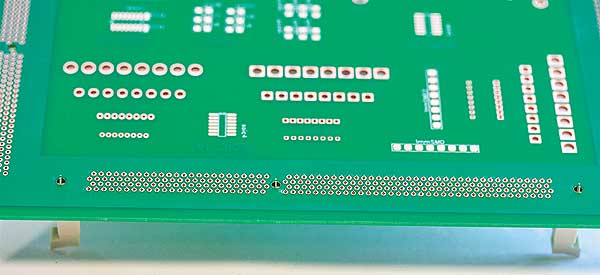
O placă FR 4 dublă, cu o acoperire OSP frecvent utilizată în Asia, a fost aleasă ca o placă de testare.
• Placa de testare are găuri pentru un conector DDR3 care sunt conectate la planurile de masă Cu pe ambele părți ale plăcii pentru un comportament
termic mai realist.
• Plăcile vor fi lipite în trei condiții diferite: proaspete, de două ori îmbătrânite, cu un profil de reflow cu o temperatură de vârf de 200°C și de două ori
îmbătrânit cu un profil de reflow cu o temperatură de vârf de 240°C.
• Profilul de reflow al temperaturii de 200°C va simula îmbătrânirea stratului OSP atunci când este supus procesului de reflow cu două fețe cu o pastă
de lipire LMPA™-Q.
• Profilul de reflow al temperaturii de 240°C va simula îmbătrânirea stratului de acoperire OSP atunci când este supus procesului de reflow față-verso
cu o pastă standard de lipire fără plumb.

Figura 1: Umplere 100%
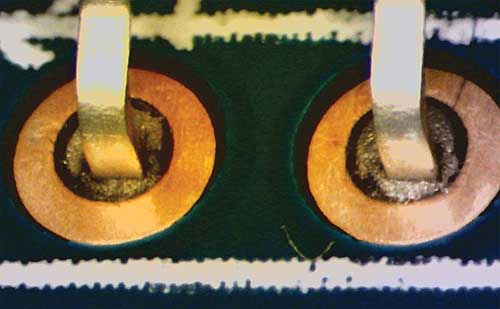
Figura 2: Umplere 70%
 • Timpul dintre îmbătrânire în procesul de reflow și lipirea selectivă este de 48 de ore. În practică, degradarea OSP este uneori deja observată după 4 ore.
• Timpul dintre îmbătrânire în procesul de reflow și lipirea selectivă este de 48 de ore. În practică, degradarea OSP este uneori deja observată după 4 ore.
• Un conector DDR3 cu terminale Sn a fost ales datorită densității ridicate a pinilor – 240 de pini cu un pas de 2 mm. Acest lucru va permite obținerea
de rezultate suficiente pentru a evalua performanța umezelii prin gaură. O dificultate secundară pentru acest conector este de legătură, dar acest lucru nu a fost domeniul de aplicare al acestui studiu de caz. Un conector DDR3 este adesea utilizat în tehnologie de calcul pentru conexiuni de la placă la placă.
• Testele selective de lipire vor fi efectuate pe o mașină Kurtz Ersa Ecoselect 1 cu un aliaj standard SnCu și aliajul cu punct de topire scăzut LMPA™-Q.
• Fluxul selectiv de lipire SelectIF 2040 a fost utilizat pentru toate plăcile.
• O duză de 14 mm permite lipirea conectorului într-o singură cursă. Duza cu azot umectabil asigură condiții de lipire stabile și repetabile.

Figura 3: Umplere 100% raze X
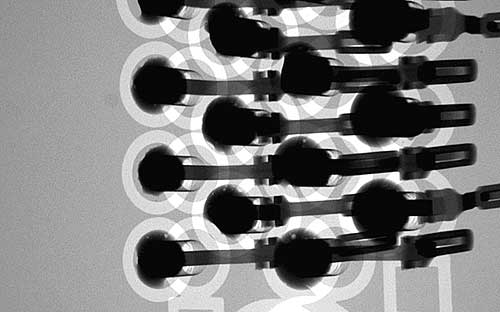
Figura 4: Umplere 70% raze X
• Temperaturile de preîncălzire scăzute comparativ cu procedeul de lipire în val sunt uneori utilizate la lipirea selectivă în combinație cu temperaturile
de lipire mai mari pentru a îmbunătăți timpul de proces. O temperatură de preîncălzire de 80°C măsurată pe partea superioară a plăcii PCB va fi utilizată pentru toate panourile.
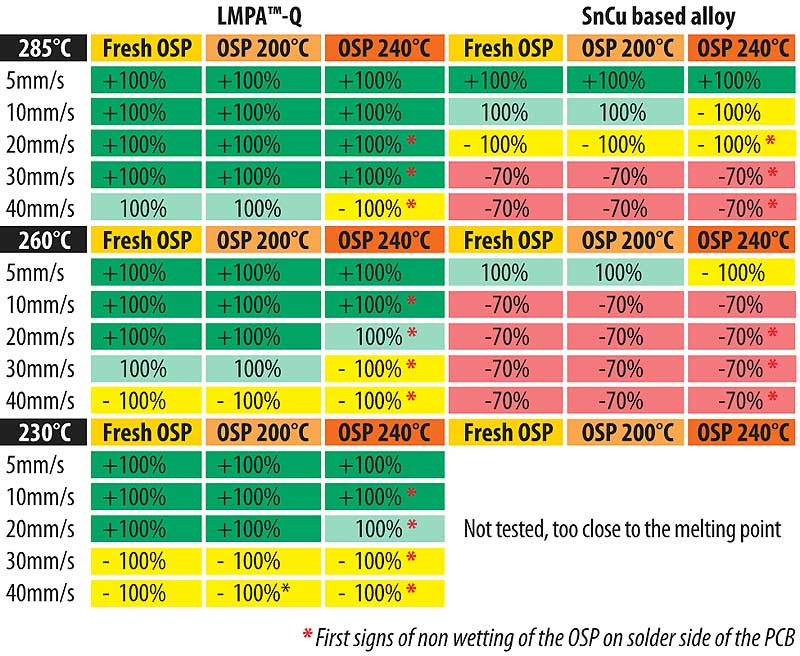
• Testul va începe cu o temperatură de lipire de 285°C pentru ambele aliaje. Aceasta este o temperatură comună de lipit pentru lipirea selectivă cu aliaje standard fără plumb. Temperatura de lipire va fi redusă treptat.
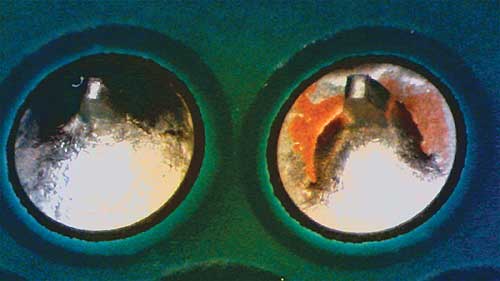
Figura 5: Umectare deficitară
• Pentru fiecare temperatură de lipire viteza de lipire va fi crescută treptat începând de la 5mm/s.
Rezultate și discuții
• Toate plăcile sunt inspectate vizual sub microscop și prin raze X.
• Gradul de umezire a găurilor este împărțit în 4 categorii:
1) + 100% înseamnă că lipiturile sunt umplute cu surplus în partea superioară a orificiului intermediar.
2) 100% înseamnă că lipiturile sunt umplute fără surplus în partea superioară a orificiului intermediar.
3) -100% înseamnă că lipiturile sunt umplute între 70% și 100%
4) – 70% înseamnă că lipiturile sunt umplute cu mai puțin de 70%
În tabelul de mai sus cu rezultatele lipirii, semnele de non-umectare parțială a OSP pe partea de lipire a găurilor sunt marcate cu un asterisc roșu (*).
Imagini ale lipiturilor rezultate:
• Rezultatele arată clar o diferență între plăcile îmbătrânite cu un profil standard de reflow fără plumb și plăcile maturate cu un profil de reflow pentru aliajul cu punct de topire scăzut LMPA™-Q.
• Plăcile îmbătrânite cu un vârf de 240°C au o performanță de umplere a găurilor în mod constant mai slabă decât plăcile maturate cu un vârf de 200°C.
• Nu există aproape nicio diferență între performanța de umplere a plăcuțelor proaspete și plăcile îmbătrânite la 200°C.
• Mai mult, semnele de non-umectare a OSP pe partea de lipire sunt aproape numai observate pe plăcile maturate cu un vârf de 240°C.
• Aliajul LMPA™-Q are performanțe mai bune prin umezeală decât un aliaj standard SnCu la setări similare. Acest rezultat este anticipat datorită punctului de topire mai scăzut al aliajului LMPA-Q și, prin urmare, ferestrei mai mari a procesului termic.
Concluzii
Degradarea OSP după reflow este influențată de temperatura de vârf a profilului de reflow. Un profil standard de reflow fără plumb are un impact drastic mai mare asupra umezelii prin gaură și non-umectare decât a unui profil de reflow cu punctul de topire redus. Plăcile cu vârf de profil de reflow LMPA™ au obținut aproape aceleași rezultate de lipire ca și plăcile care nu au fost îmbătrânite. Utilizarea aliajelor cu punct de topire scăzut poate elimina problema de degradare a OSP și facilita utilizarea generală a acestui finisaj.
O concluzie secundară este că aliajul LMPA-Q permite temperaturi scăzute de lipire și viteze de lipire mai rapide pentru a obține rezultate bune de lipire. Aceasta poate crește substanțial capacitatea de producție a mașinilor de lipit selectiv.