

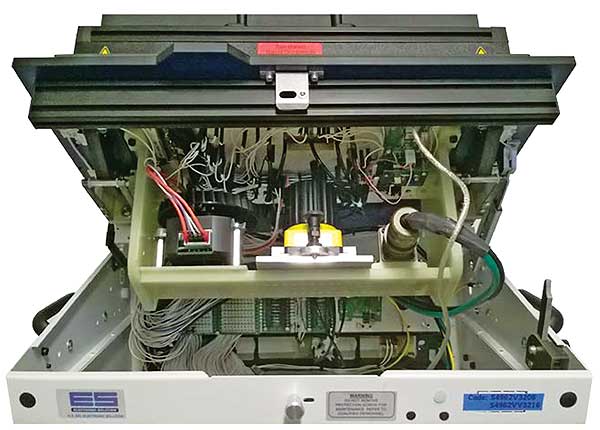
Figura 1: Echipament de testare cu cameră încorporată
Strategia ES este aceea de a integra instrumente de viziune atât pe parcursul fazelor de testare (funcțională și în circuit) cât și direct în linie înainte sau după lipirea finală. Mulți producători utilizează deja diferite tehnologii de control vizual pe liniile SMT de producție, dar multe produse mai suportă încă diverse tipuri de modificări înainte de lipirea finală. În practică, tot ceea ce mașinile nu reușesc să asambleze automat necesită o intervenție manuală și, ca urmare, este nevoie de o verificare a poziționării corecte.
Introducerea manuală a conectorilor cu montaj tradițional, a condensatorilor electrolitici de diferite dimensiuni, a varistoarelor, senzorilor etc. sunt printre cele mai frecvente intervenții.
Pentru aceste verificări, unii producători efectuează controlul vizual cu ajutorul unui operator, alții în schimb, solicită să fie montate pe dispozitivele de testare întrerupătoare mecanice și electrice, senzori optici pentru controlul prezenței / absenței componentelor, senzori pneumatici etc., crescând considerabil costul dispozitivelor și provocând posibile instabilități ale procesului.
Din acest motiv, este de preferat utilizarea camerelor foto echipate cu software rezident și hardware deja integrat (embedded) sau a camerelor web cu software dedicat dispuse în interiorul sau în exteriorul dispozitivelor de testare. Soluția integrată prezintă diverse tipuri de avantaje, cum ar fi folosirea unei singure camere pentru a fi utilizată pentru mai multe dispozitive împărțind astfel costul pe mai multe produse, mutând pur și simplu camera de la un dispozitiv la altul (soluție propusă în acest articol).
A doua soluție, în schimb, necesită o licență software instalată în PC care permite utilizarea mai multor camere în același timp, dar la costuri mult mai reduse decât o soluție integrată și, în consecință, este adaptabilă la orice instalație.
Exemple și domenii de aplicare:
• controlul polarității componentelor electrice și/sau mecanice;
• verificarea afișajului (cu segmente sau LCD grafic);
• verificarea LED-urilor;
• verificarea prezenței etichetelor;
• citirea codurilor de bare.
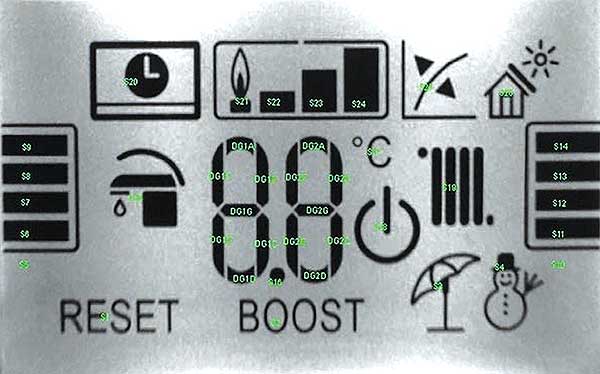
Figura 2: Exemplu de verificare a modelului
Acest tip de soluție este mult utilizată în proximitatea cuptoarelor de lipire, chiar înaintea lipirii componentelor, pentru a înlătura orice eroare fără nicio manevrare a plăcii și capabilă să restabilească pozițio- narea corectă a componentei într-un timp foarte scurt.
Scopul
În situația de față, se cere verificarea (în fixtură) pe parcursul testării funcționale, a funcționării corecte a unui afișaj LCD grafic montat pe partea cu lipiturile.
Afișajul cu iluminare din spate dispune de 40 de segmente grafice diferite și va trebui să fie verificat atât din punct de vedere al funcționării corecte a tuturor elementelor display-ului, cât și al contrastului corect față de fundal, culoarea și intensitatea LED-urilor de iluminare din spate.
Printr-un firmware dedicat încărcat în microprocesor, modelele definite anterior sunt transmise prin comunicație serială (RS232).
Verificările sunt efectuate prin intermediul unei camere video Cognex, modelul 5403C, care este un excelent instrument de vizualizare incluzând software cu logică integrată, compact și flexibil ce permite interfațarea la PC prin diferite modalități, cum ar fi ethernet, serial, sau prin intermediul interfațării directe prin semnale digitale I/O. În acest caz, a fost aleasă interfațarea prin ethernet utilizând protocolul telnet.
Camera video dispune de un senzor 1600 × 1200 alb/negru cu diagonala de 8.8 mm și distanță focală de 3 mm. Obiectivul cu o distanță focală foarte mică vă permite poziționarea instrumentului la o distanță apropiată de dispozitivul testat (aprox. 8 cm). Aceast lucru vă permite să integrați totul într-un echipament de testare cu dimensiuni reduse. (figura 1).
Soluția se poate adapta perfect și pentru alte dispozitive ale clienților deoarece o punte de legătură a fost proiectată pentru a permite deplasarea camerei de la un dispozitiv la altul printr-o manevră simplă.
Software-ul
Camera video dispune de un software avansat cu o interfață de tip calcul tabelar (spreadsheet) ce include diverși algoritmi de măsurare, de procesare a imaginii, pentru citirea matricei de date (dot matrix), recunoașterea optică a caracterelor (OCR), căutarea și potrivirea modelului și poziționarea.
Prin intermediul software-ului (Insight) se pot:
• interfața și alte dispozitive, prin rețea ethernet sau conexiune PLC;
• efectua toate măsurătorile necesare asupra modelelor;
• furniza imagini cu o întreagă gamă de informații suprapuse;
• furniza informații ale altor dispozitive (de exemplu coordonatele de poziționare). Totul se efectuează rapid și ghidat fără a fi nevoie să scrieți nicio linie de cod!
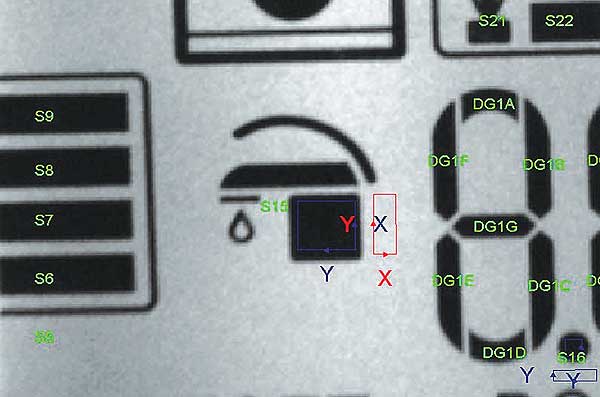
Figura 3: Exemplu de model cu eroare
Tipul de test
Software-ul de test funcțional transmite camerei video ce model trebuie să verifice și, în consecință, trimite o comandă sincronizată care dă startul achiziției secvențiale de imagini.
Ori de câte ori apare un model, se efectuează o fotografie prin cameră care, prin calcularea coordonatelor punctelor de referință fixe ale plăcuței, corectează automat poziția și rotația senzorilor în așa fel încât să nu influențeze eventualele toleranțe de asamblare (montare) a afișajului pe plăcuța PCB.
Există doi senzori de luminozitate diferiți pentru fiecare segment sau model care trebuie verificat:
• unul pentru segmentul în sine;
• unul pentru fundal. (figura 2)
În acest moment este calculată diferența dintre cei doi senzori și se verifică dacă se află în limitele pragurilor reinițializate anterior pe afișaj și pe plăcuța etalon PCB. Toate rezultatele vor putea fi analizate și verificate pe rând sau concatenate într-o unică variabilă care va fi confruntată cu o valoare stabilită de programator și ușor de modificat de inginerul specializat pe partea de testare, dacă ar avea nevoie în timpul depanării și/sau în faza de producție.
În cazul de față, pentru cerințele speciale din partea clientului s-a folosit o singură variabilă concatenată de tip hexazecimal ca răspuns la camera foto, care afișează nu doar corecta aprindere a tuturor segmentelor, dar și − în caz de eroare − care segment a eșuat și cu ce toleranțe.
Modelele au fost studiate în colaborare cu clientul, pentru a putea detecta eventualele probleme electrice și/sau mecanice ale afișajului.
Eventualele erori detectate sunt transmise către un server FTP care permite salvarea imaginilor obținute și crearea unei arhive cu date statistice privind erorile descoperite (figura 3).
(1) ATE = Automatic Test Equipment
![]() Autor: Marco Colombo
Autor: Marco Colombo
E.S. Electronic Solution
www.electronicsolution.it
marketing@electronicsolution.it